Dual discharge unit coolers
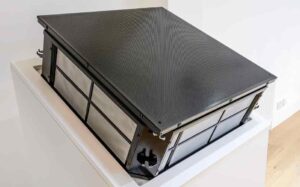
7th November 2013 LU-VE Heat Exchangers has launched the FHD dual discharge commercial unit coolers with a capacity range from 2kW to 19.8kW.
LU-VE Heat Exchangers has launched the FHD dual discharge commercial unit coolers with a capacity range from 2kW to 19.8kW.
The unit is said to be extremely efficient and quiet in operation, in large part thanks to the use of EC fans in combination with Lu-Ve’s Turbocoil heat exchanger.
The improved performance of the Turbocoil heat exchanger reduces frost formation, reduces dehumidification of the cold room and limits the drying out of produce.
Low energy consumption and reduced noise levels are the major benefits from the use of EC fan technology, as is greater flexibility in speed control.
The FHD cooler can be installed for either normal fan speed for cold rooms or low speed for preparation, processing and packing rooms. This can be carried out by the installer on site simply by changing a single cable within the unit’s electrical box.
The new FHD casing is made of a special reinforced, easy-to-clean Safeshell synthetic material which is strong yet light with rounded corners and smooth lines. A hinged drain tray for easy access and removable side covers are other features.
FHD units can be specified with Lu-Ve’s Jet-O-Matic distributor, known as Benefit which has been designed to guarantee maximum heat exchanger efficiency in different working conditions by improving the distribution of the refrigerant fluid compared to traditional solutions.
Eurovent certified, FHD units are available for a wide range of refrigerants including the newly developed alternatives, glycol, ammonia and CO2.
UK customers should contact Steve Taliadoros at Lu-Ve Group UK Eire office on 01489 881 503 or email [email protected].